Designkoncept för fordonskontrollfixtur --- basplatta och hål
Designkoncept av bilkontrollarmatur
--- bottenplatta och hål
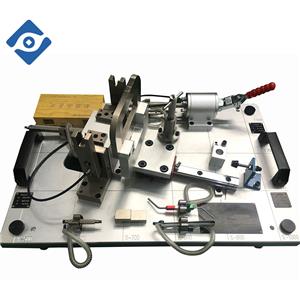
Utformning av basplattans montering
Den övre ytan av fixturkroppen sträcks ett visst avstånd längs referensplanets riktning, så att tjockleken på den lägsta punkten är större än 150 mm, för att säkerställa att fixturkroppen har tillräcklig styrka, och samtidigt Försök att göra basytan på fixturkroppen, det vill säga den övre ytan av basplattanheten så långt som möjligt vid heltalspositioner i kroppens koordinatsystem. Fixturens basplatta är vanligtvis sammansatt av en basplatta, kanalstål, ett positioneringsblock och ett universalhjul. Efter att basplattan har fixerats av fixturkroppen kan andra delar väljas som standarddel enligt den faktiska situationen.
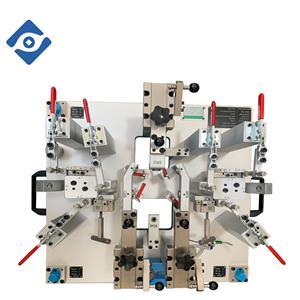
Kontroll av hål
I kroppsstämplingsdelarna måste många viktiga hål och flänsar kontrolleras separat. Vid utformningen av kontrollfixturen/inspektionsverktyget läggs vanligen en nav med en tjocklek på cirka 1 mm till fixturkroppens övre yta. Centrum på navet och mitten av delhålet är på samma axel, och diametern är 5 mm större än hålets diameter, och använd en dubbelritsmetod för att kontrollera navet.
När noggrannheten hos det uppmätta hålet är relativt hög används metoden för att placera hål för att kontrollera med pluggmätare och bussning. På grund av den komplexa formen, stora volymen, höga produktionskostnaden, ett enda detekteringsobjekt och den dåliga flexibiliteten hos sådana kontrollfixturer/inspektionsverktyg är det svårt att snabbt få en stor mängd korrekt information i det stora karossskyddet. Har successivt ersatts av avancerade automatiska detekteringsmedel (som onlinedetekteringssystem). Men för kontroll av masstillverkade små stämplingsdelar förlitar sig biltillverkarna fortfarande huvudsakligen på denna typ av kontrollfixturer/inspektionsverktyg.